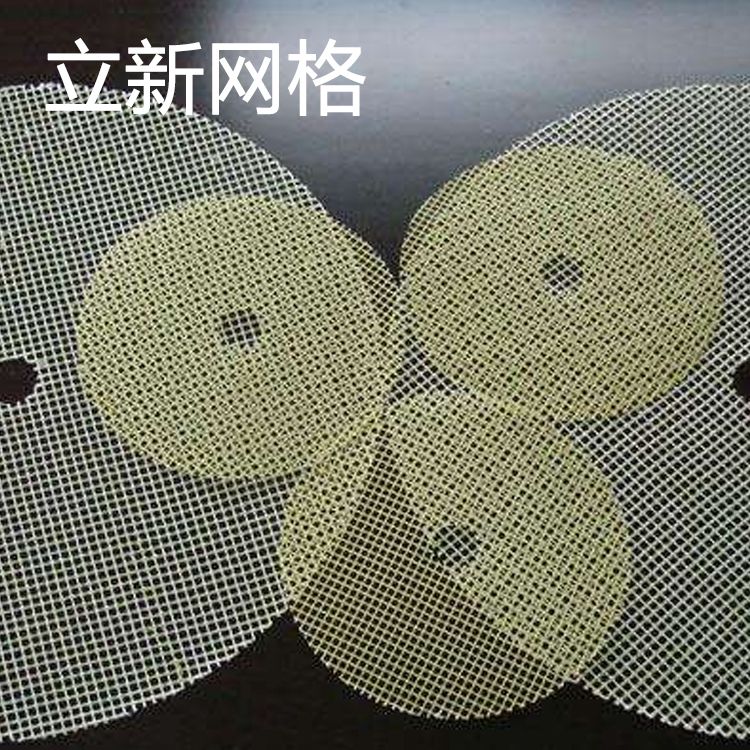
百叶轮基体选莒南立新网布厂_价格优惠
多方位发展的莒南县立新网布厂主营百叶轮基体,集研发、生产、销售于一体。自成立以来,就具备良好的方案设计、项目策划能力,提供流程规范化整体方案解决服务,在印刷机械专用配件行业领域保持较高地位。公司以良好的信誉、优异的产品等雄厚的综合实力享誉山东;江苏;河北;广东;浙江各地,产品也深得用户信赖。
细长轴通常指长度与直径之比大于12的工件。其加工难度较大,主要是其加工刚性很差,磨削时,因磨削力和工件自重的作用,易在横向产生弯曲变形,磨出的工件呈现腰鼓形;磨削时易振动出现纵向振痕;此外,中心孔稍有偏差,工件就会产生椭圆形,两连线与纵向行程稍不平行就会产生锥形等。传统的方法是使用中心架,但调整很不方便,现行的仿形法和成形法对单件、小批生产又不经济。本文介绍凹形砂轮磨削法和赶刀磨削及多刃磨削法以解决上述的问题。 1 、凹形砂轮磨削法:精密细长轴,磨削时将砂轮修整成凹形并用特殊的小弹性,这样,可减少砂轮与工件的接触面积,又因砂轮整体宽度不变,可减少细长轴在旋转中产生的自激振动。 2、 赶刀磨削和多刃磨削法: 将砂轮修成阶梯状,因精度较高,一般分2~3级;又因要求表面粗糙度值较低,阶梯深度一般取最小深度为0.01~0.02mm,且最后一个阶梯应宽一些,见图3。总之,因多刃磨削,可增大磨削量,提高生产率,又因相对减少了砂轮宽度,从而减少了磨削压力,保证了工件质量。 3 、注意事项:为了地利用上述两种方法,磨削精度要求较高的细长轴还需注意下述事项: 1) 不宜使用单爪拨盘 因为单爪拨盘在传动中传动力与切削力方向有时相同,有时相反,易造成工件圆柱度超差,故可采用双爪拨盘平衡传动力,以消除该项误差。 2) 横向进给量 工作台每往复一次的横向进给应小于或接近于砂轮最小阶梯宽,必须指出,磨削用量与零件材料和砂轮材料有关,在确定磨削用量时要加以考虑。 3) 转速 转速应选择低一些,这是为了减少细长轴旋转而产生的振动。此外,工作台纵向速度较大,可将一部分切削力转化为轴向力,从而减小径向力。 4) 消除工件残余应力 精磨前要经过校直和消除应力处理,减少工件弯曲应力。 5) 工件磨好后要吊直 为了保证细长轴的加工精度,工件要垂吊,否则会因为工件本身的自重而使其产生弯曲。另外,工件装夹在两上的时间不能过长,特别是磨削将要结束时工件余量已经很少,易因工件弯曲而报废。
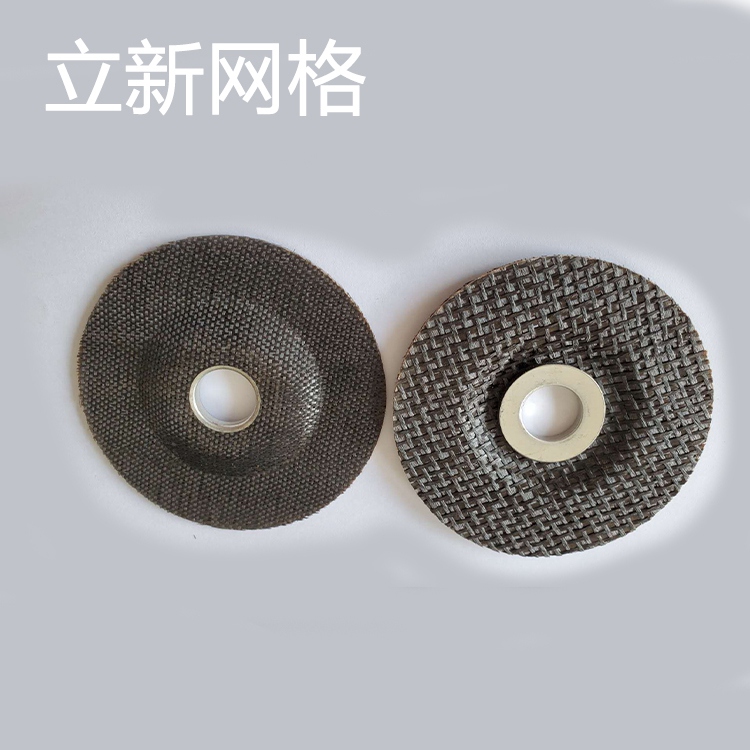
莒南立新网布厂是一家具有实力的百叶轮基体生产企业,一直把满足客户要求作为企业经营的核心,严把质量关口,努力提高效率是我们的目标。我司坚持不懈,努力为需求者提供适应市场需求的百叶轮基体。“创新产品种类,严格质量控制”,公司遵循着这样的原则,持续为客户提供有口碑的百叶轮基体。
莒南立新网布厂供应的百叶轮基体质量可靠,您在购买过程中请仔细检查我们的参数是否与您要购买的参数一致。若达成交易,我们会在隔天内发货,并提供24小时在线咨询的售后服务。经济讲效益,管理讲制度,办事讲原则,工作讲效率,我司注重办事效率,致力于为客户提供兼顾及时性与准确性的好服务。
真诚为客户提供好的产品,周到细致的服务是莒南县立新网布厂一直奉行的销售准则,使得公司销售的百叶轮基体在印刷机械专用配件行业中有着强大的竞争优势。我司通过多年在本行业的不断研究,以及对公司产品品质的坚持,已赢得广大需求者一致肯定。本公司将以“面向客户,适应市场”为导向,力求价格让用户满意,产品质量得客户肯定。
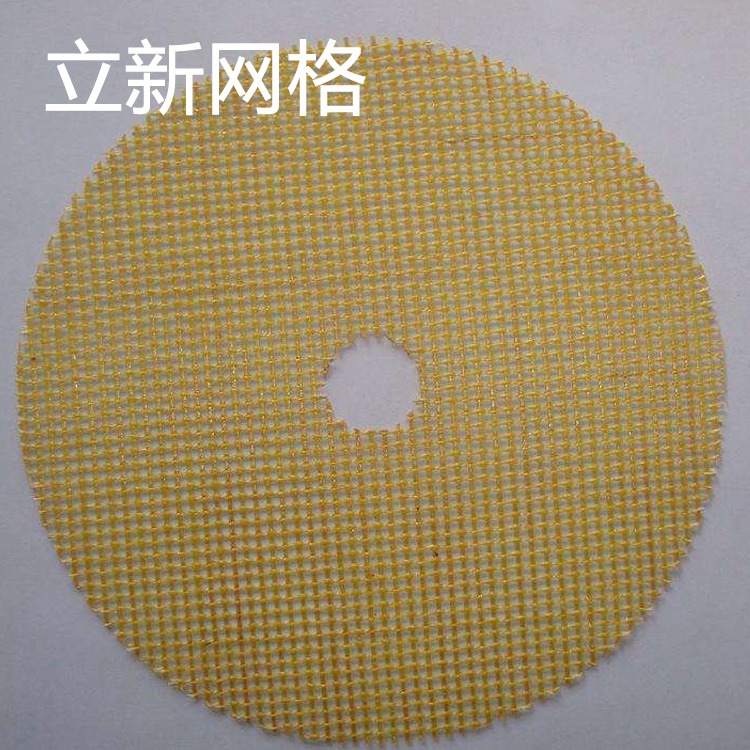
欢迎电话联系我们了解有关百叶轮基体,玻璃纤维网片定制,山东百叶片基体定做,玻璃纤维基板订做的更多信息详情